| 产品特性:特种尼龙 | 是否进口:否 | 产地:中国 |
| 厂家(产地):中国 | 牌号:A1315 | 销售方式:自产自销 |
| 加工级别:注塑级、 挤出级、 吹塑级 | 特性级别:增强级、 热稳定性、 耐高温、 耐低温、 抗紫外线、 导电级、 标准级、 耐水解、 耐磨、 耐老化、 耐候、 抗静电、 抗化学性、 高强度、 高流动、 高抗冲、 高结晶(HCPP)、 高滑动、 高光泽、 高刚性 | 用途级别:食品级、 通用级、 填充级、 汽车部件、 光学级、 管材级、 电子电器部件、 薄膜级、 照明灯具、 运动器材、 医用级、 型材、 家电部件、 电动工具配件、 薄壁制品 |
对标杜邦的3426、EMS的G21
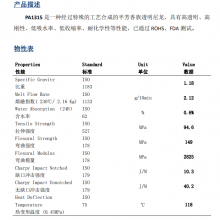
PA1315 是一种经过特殊工艺合成的PA6I和6T共聚的半芳香族透明尼龙,具有高透明、高刚性、低吸水率、低收缩率、耐化学性等性能,已通过 ROHS、FDA 、己内酰胺含量测试。
特性 在PA6或者PA66玻纤增强体系中,可大幅提高如下性能:
1、较高的刚度和强度水平
2、较低的吸湿性和吸水性
3、良好的尺寸稳定性和低翘曲性
4、良好耐化学性
5、***的表面质量
6、大幅提高玻纤加入量
7、经济高效地进行生产 物料干燥
要求
A、包装无损状态下,无须干燥
B、鼓 风 烘 箱: 80~100℃ 3-5小时 料斗式热风循环:80~100℃ 4小时
注塑工艺要求
A、注塑温度 入料段:160~180℃ 中间段:230~250℃ 射嘴段:240~250℃
B、注塑压力 80~130MPa
C、保压压力 40~90 Mpa
D、模具温度 100~120℃
E、背 压 5~10 Mpa
备注:
以上成型工艺视注塑机锁模压力、容量、模具设计、制品大小、形状等条件有所不同,仅供参考。一般建议厚制件采用较低的注射温度、稍大的注射压力,适当延长保压时间和冷却时间;大而薄的制件采用较高的注射温度,适当加快注射速度,缩短成型周期。
加入量:10%-30% 不要超过50%
熔程为:130℃-160℃ 为了在正常注塑成型条件下获得高结晶度的物体,的表观效果,必须将模具温度设在100℃-120℃之间。